Innovative Downhole Anchoring and Drive System Reduces Drilling Dysfunction and Enables Autonomous Reeled Drilling
Abstract:
This paper outlines an innovative Downhole Anchoring and Drive System that offers significant reduction in well construction cost through elimination of downhole drilling dysfunction, closed loop optimization of drilling parameters and the ability to extend well length through application of downhole thrust to the drill bit. This paper also shows how this system is a critical enabler of an Autonomous Reeled Drilling System allowing large diameter wellbores to be drilled in hard rock with coiled tubing, promising an even larger reduction in well construction cost, especially for offshore deepwater applications.
Keywords: downhole anchoring, reeled drilling, coiled tubing, hard rock drilling, offshore.

Introduction
An innovative Downhole Anchoring and Drive (DAD) system is under development that will significantly reduce well construction cost through elimination of downhole drilling dysfunction and, through application of significant and optimized downhole thrust force to the drill bit, allow faster and/or longer wells to be drilled than currently possible with today’s conventional technologies.
What follows is an overview of the problems typically encountered while drilling hard rock, what the DAD system is and how it eliminates these problems and ultimately how it is a key enabler to future Autonomous Reeled Drilling Systems.
Drilling dysfunction
Drilling dysfunctions consume significant amounts of energy that could otherwise be used to drill rock faster. They take many forms but ultimately increase drilling cost and risk through elevated downhole tool wear and damage, reduced Rate of Penetration (ROP), increased number of trips in and out of hole and potentially, in the case of lost in hole event, the loss of a well.
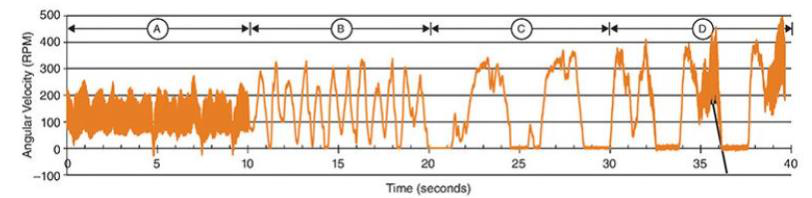
A typical example of dysfunction is torsional vibration – large fluctuations, usually periodic, in drill bit rotation rate despite constant rotation rate at surface. Lines (2016) outlined the many forms of this that occur in drilling operations, their cause and consequence but namely the result is premature wear and damage to drill bits and a reduction in ROP. See Figure 1 for examples of the three main types (Figure 1(a)-Figure 1(c)).
Torsional vibration ultimately stems from the inverse relationship between drilling torque and rotation speed of the now ubiquitous PDC drill bit, see Figure 2. This results in negative damping and a tendency for the rotary speed of the drill bit (and the drillstring connected to it) to oscillate when perturbed (Richard, 2007).

Another example of dynamic dysfunction is lateral vibration whereby the lateral stabilization of the drilling assembly and/or the engagement of the drill bit with the rock (a large component of drill bit lateral stability is the result of PDC cutter force balancing that relies on sufficient cutter engagement with the rock face) is insufficient to constrain lateral force instability or acceleration of the drill bit or other components within the drilling assembly. Not only can this form of dysfunction result in damage to downhole tools, but it can also cause significant irregularity in wellbore path (tortuosity) that can then result in poor weight transfer to the drill bit (and further lateral vibration issues) as drilling progresses (Dupriest, 2013). Two common types of lateral vibration are forward whirl – typically occurs with limber drillpipe/collars that precess in the same direction and similar frequency to drillstring rotation - and backward whirl – typically occurs on drill bit and stabilizers whereby the rotation of the component within the wellbore is in the opposite direction to drillstring/bit rotation and at much higher frequency (Stroud, 2011). Both result in high impact shock and vibration damage along with rapid accumulation of bending fatigue (especially in the case of backward whirl).
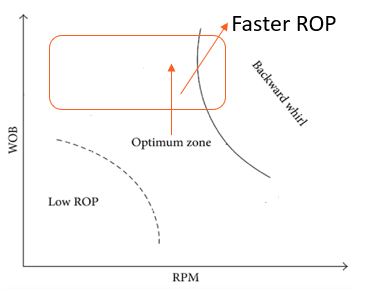
Dynamic stability plots show the relationship of the above dysfunctions to drilling parameters (Figure 3). For maximum performance it’s desirable to work towards the upper right of the stability plot using the highest WOB along with the highest RPM while avoiding adverse dynamics – staying in the optimum zone. Watson (2013) confirmed through fundamental cutter testing that PDC drill bit ROP and life is maximized in hard rock by drilling at high WOBs.

Mitigation and avoidance of dysfunction is challenging. Typically, the cause of the dysfunction is at the bottom end of the drilling assembly (for instance the PDC drill bit) whereas the control and actuation system is many kilometers away on the top side. This results in a severely underactuated drilling system that can be very challenging to control (Krstic, 2022 & Auriol, 2022).
Figure 4 shows a drillstring drag analysis for the longest 3D granite well drilled in Thailand (Thai, 2022). This well reached a Total Depth (TD) of 6768m with a circa 3500m horizontal section. The cumulative drag at TD at 0rpm (sliding) was predicted at 185,200lbs with approximately 25lb/m rate of increase in the horizontal section. The DAD system can apply approximately up to 60,000lbs of extra WOB in this hole size. In this well that would have resulted in an extra 2400m or 77% more horizontal footage before the same drillstring drag and levels of buckling would have been encountered.

What if the control and actuation system responsible for the drilling process was placed downhole in proximity (within 30m) of the source of instability e.g. the drill bit? What if it could apply significant and controlled downhole WOB to counteract the inverse bit torque to rotary speed relationship / negative damping and keep the drill bit cutters consistently engaged with the rock face to improve lateral stability and cutter life? What if this system could apply significant WOB downhole directly to the drill bit to eliminate drillstring buckling and maximize reach? What if this system could also autonomously adjust parameters, for instance WOB, and instantly see in high fidelity the impact on ROP and vibration severity……the answer is a more efficient drilling system that can drill both further and faster than the incumbent technology and ultimately reduces well construction cost and risk. This is what the DAD system offers the global drilling industry.
The DAD system is positioned within the bottom hole assembly (BHA) and contains hydraulically actuated gripping elements that anchor the BHA to the borehole wall and allow torsional and/or axial load to be reacted directly into the borehole wall rather than conveyed many kms above. The system contains a hydraulic thrusting unit that can apply significant and controlled thrust to the drill bit to both drill faster and actively reduce drilling dysfunction. The drilling process is controlled from the bottom of the hole with real-time sensor feedback to aid in optimization and includes many of the control modes that Drillers are accustomed to with the latest surface based Automatic Drillers (ROP, WOB, Torque etc.).
The resulting stability plot with DAD system in the BHA can be seen in Figure 5. The threshold for buckling has shifted upwards resulting from the ability of the DAD system to apply WOB downhole and require less compression in the drillstring above (compression causes buckling). The stability resulting from local gripping of the wellbore has eliminated forward whirl and the ability to increase WOB and drill bit cutter engagement with the rock reduces the tendency to backward whirl. Ultimately this extends the optimum zone, allowing higher WOBs and higher RPMs to be used, resulting in faster ROPs with less occurrences of damaging dynamics and adverse PDC cutter wear.
In addition to optimization of the drilling process through proximity of the DAD system to the drill bit and its advanced control and actuation system, its ability to react torque and axial force into the formation is a critical enabler for drilling large diameter, hard rock wells with reeled pipe and/or coiled tubing. Coiled tubing is typically used for small diameter, low cost well intervention and workover operations which require low torque and pull/weight capacity (compared to conventional jointed pipe in drilling applications). The ability to drill large hole diameter holes through hard rock with coiled tubing offers immense cost savings over conventional jointed pipe operations:
- Smaller, lower cost drilling rig due to reduced derrick capacity and tubular handling requirements.
- Faster drilling and tripping times due to not needing to make/break rotary connections and pick-up/ rackback pipe (typically 3-4x the tripping speed compared to conventional jointed pipe).
- Improved well control through ability to continuously circulate while tripping in/out of hole.
- Reduced workplace hazards due to elimination of rotary shouldered connections made/break on the rig floor.
- Improved command and control of the downhole tools through continuous data link to surface via wireline.
Autonomous reeled drilling system
A schematic overview of the Autonomous Reeled Drilling System with the DAD system can be seen in Figure 6.

The components of the Autonomous Reeled Drilling System are as follows:
- Drill Bit – conventional PDC, roller cone or alternative rock destruction methods e.g. plasma.
- Directional Drilling Assembly – allows steering of wellbore along with navigational and petrophysical logging measurements. Pictured with Rotary Steerable System (RSS).
- Drilling Motor – converts hydraulic energy in drilling fluid into mechanical energy for rotating the drilling assembly.
- DAD System – The anchoring system reacts the drilling motor torque into the formation to avoid damage and twist of the coiled tubing string. The 700 series DAD can react the stall torque of the heaviest duty 7-in OD drilling motors (for drilling 8.5in to 8.75in nominal hole size).
- Coiled Tubing Interface – electromechanical connection of DAD system and BHA to coil tubing.
- Coiled Tubing – customized coil tubing with improved fatigue properties and mechanical/hydraulic capacities.
- E-Line – provides power and communications conduit between surface and downhole tools.
- Rig – standard CT/intervention rig or vessel. Shown here utilizing a light well intervention vessel to reduce the cost of deepwater drilling.
- Surface System – allows data visualization and bi-directional communications and control of DAD system. Also possible to receive MWD and LWD data.
Dad system test and development update
The predecessor to the DAD system focused on mechanically isolating the drill bit from the ‘spring’ of the drillstring to provide a rigid torsional anchor point above the drill bit to react the torque output from the drilling motor/ drill bit and allow maximum weight to be applied without triggering stick/slip – stick/slip is a major cause of drill bit damage that limits hard rock drilling performance. The Concept Prototype (CP) utilized hydraulic oil to energize gripper pistons. The gripper pistons extended to grip the wellbore wall and transmit torque. The tool comprised two anchoring units connected via a closed hydraulic circuit. This hydraulic circuit synchronized the movement of the two anchors such that while one was gripping the wellbore the other unit was resetting position such that it could take over from the gripping unit when it reached the end of its travel. The target was to continuously react torque to the formation via the grippers up to the maximum ROP – 70ft/hr. for the CP.
The CP tool had no means of applying thrust to the drill bit and relied on it being applied by conventional means – heavy weight or drill collars in the BHA and the Driller controlling hookload/ slack off weight to apply force to the drill bit. This CP was tested at the facility of a major drilling contractor in Houston, Texas and drilled a shallow cased hole filled with cement. The specifics of the test and results are described in Gajdos (2024). The CP can be seen in Figure 7. The shake down test was successfully concluded with two main achievements:
- The CP tool reliably gripped the wellbore while drilling and the movement of the two anchoring units were sufficiently synchronized (via the closed hydraulic circuit connecting them) to ensure continuous gripping during the test. The CP achieved the required 70 ft/hr with testing not able to reach the maximum limit of the tool´s capability.
- Downhole drilling dynamics subs located above and below the downhole motor detected vibrations reduced by up to 35% when compared to drilling without the CP in the drillstring.

A requirement for the original anchoring concept was for a purely hydro-mechanical tool with no electrical or electronic systems. This resulted from the desire for ultra-high temperature operations (350degC) for geothermal applications. As a drive to facilitate creation of an Autonomous Reeled Drilling System, along with the aim to simplify the hydromechanical controls and modularize the design, it was decided to ‘electrify’ the anchoring tool with the addition of electronic actuation and control and, at the same time, add extra capabilities such as application of controlled axial thrust/ WOB to the drilling assembly and implementation of autonomous control loops similar to those in today´s cutting edge automated drilling systems – these enhancements resulted in the DAD system as shown in Figure 8.
A summary of the enhancements of the DAD system over the CP tested at the drilling contractor’s facility in Houston:
- Incorporates electronic/electrical control and actuation system to allow enhanced active control mechanisms to optimize the drilling process and reduce dysfunction.
- Allows the drillstring to be rotated through the anchors to minimize drillstring drag and allow use of conventional directional drilling motors and processes (e.g. slide and rotate).
- Includes a comprehensive set of sensors and diagnostic data – e.g. pressure, torque, WOB, temperature, RPM, shock and vibration.
- Utilizes pressurized drilling fluid to reduce tool complexity and cost and will follow a similar design ethos to the most commercially successful RSS tools.
- Includes axial push/pull capability which can be used to apply additional WOB to improve ROP through higher depth of cut and/or reduced drill string buckling/drag.
- Modular design allowing multiple anchors and thrusting units to be stacked in series should higher forces be required.
- Utilizes a common electrical architecture that facilitates power and communications exchange between multiple modules and other third-party tools in the BHA creating the potential for a true integrated and autonomous drilling system.

The DAD System has two main tool configurations:
- Axial anchoring only - allows the central shaft to rotate through the anchoring modules and for true “plug and play” into conventional bent motors and jointed pipe applications without the need for extra tools in the drillstring. The system utilizes modulation of axial thrust to mitigate stick/slip (and other dysfunctions).
- Axial and Torsional anchoring – Torsionally locks the central shaft running through the system to the anchors such that when the anchors engage the borehole wall the drillstring above the DAD system cannot be rotated. Drilling motor torque reacts into the borehole wall (via the anchors) rather than into the drillstring. Allows high torque and extended reach drilling with coil tubing.
The DAD system comes equipped with the following control modes:
- ROP Mode – utilizes anchor traverse speed to control ROP allowing for much more consistent drilling and eliminates common dysfunctions (e.g. axial stick/slip) and well control issues.
- Bit Torque Mode – utilize torque feedback to stabilize drilling torque to significantly improving motor and drill bit life and allows motors to be ran closer to maximum power (faster ROP) without risk of damage.
- WOB Mode – utilizes feedback from WOB sensor to control axial thrust to stabilize WOB for a more consistent drilling process.
The commercial tool is undergoing development and testing for planned deployments towards the end of 2025.
Concluding remarks
The paper describes the innovative new Downhole Anchoring and Drive System originally proposed for hard rock drilling in geothermal applications, but with significant synergies for oil & gas drilling and as the critical enabler of an offshore Autonomous Reeled Drilling System. Typical forms of drilling dysfunction are discussed along with the ability of the DAD system to mitigate these along with its ability to extend drilling distances through the application of downhole thrust. The DAD system will be commercially deployed in 2025 for geothermal applications and a project is underway with a major oil company to develop and commercialize the Autonomous Reeled Drilling System for offshore deepwater.
References
Auriol, J., Boussaada, I., Shor, R., Mounier, Hugues., Niculescu, Silviu-Iulian., 2022. “Comparing Advanced Control Strategies to Eliminate Stick-Slip Oscillations in Drillstrings”, IEEE Access volume 10, pp. 10949-10969, 2022, doi: 10.1109/ACCESS.2022.3144644.
Dupriest, F. 2017, “Thus, The Lowly Stabilizer”, Presentation Given at International Association of Directional Drilling, July Meeting, 2013
Dupriest, F. and Noynaert, S., 2022, “Drilling Practices and Workflows for Geothermal Operations”, Proceedings of the IADC/SPE International Drilling Conference and Exhibition, Galveston, Texas, USA. https://doi.org/10.2118/208798-MS.
Thomas Richard, Christophe Germay, Emmanuel Detournay, 2007, “A simplified model to explore the root cause of stick–slip vibrations in drilling systems with drag bits”, Journal of Sound and Vibration, Volume 305, Issue 3, 2007, Pages 432-456, ISSN 0022-460X, https://doi.org/10.1016/j.jsv.2007.04.015.
Gajdoš, M., Watson, G., Webb, M., Glover, D., Krištofič, T., Kočiš, I., Lines, L., Murray, W., Codazzi, D. and Jeffryes, B., 2024, “Progress in Development and Testing of Anchoring Technology for Hard and Abrasive Drilling Conditions”, Proceedings of the Stanford Geothermal Workshop 2024, Stanford University, USA.
Hohl, A., Tergeist, M., Oueslati, H. et al. 2015. Derivation and Experimental Validation of an Analytical Criterion for the Identification of Self-Excited Modes in Drilling Systems. J Sound Vib 342: 290–302. https://doi.org/10.1016/j.jsv.2015.01.002.
Krstic, M., 2022 “Control of Drill String and Flow Instabilities by PDE Backstepping” Proceedings of the Fifth International Colloquium on Nonlinear Dynamics and Control of Deep Drilling Systems, pp. 13-14, University of Maryland, USA.
Lines, L., 2016, "Technology Update: A Holistic Approach to Controlling Torsional Dynamics in the Drillstring." J Pet Technol 68 (2016): 20–23. doi: https://doi.org/10.2118/1016-0020-JPT
Stroud, D. R., Lines, L. A., and D. J. Minett-Smith., 2011, "Analytical and Experimental Backward Whirl Simulations for Rotary Steerable Bottom Hole Assemblies." Paper presented at the SPE/IADC Drilling Conference and Exhibition, Amsterdam, The Netherlands, March 2011. doi: https://doi.org/10.2118/140011-MS
Thai, L., Nguyen, N., Blackwell, G., and Minh D., 2022, "Longest 3D Horizontal Granitic Basement Section Record Drilled in Vietnam Using Friction Reduction Technology and Real-Time Torque & Drag Management." Paper presented at the IADC/SPE Asia Pacific Drilling Technology Conference and Exhibition, Bangkok, Thailand. doi: https://doi.org/10.2118/209915-MS.
Watson. G., 2013, “Effect of Drilling Parameters on PDC Cutter Wear”, Hard Rock Drilling Workshop, International Research Institute of Stavanger (2013).
Wu, S. X, Paez, L., Partin, U. Agnihotri, M., 2010, “Decoupling stick-slip and whirl to achieve breakthrough in drilling performance,” Proceedings of the IADC/SPE Drilling Conference and Exhibition, pp. 966–978, New Orleans, USA. https://doi.org/10.2118/128767-MS.



