Update In Development And Deployment Of Advanced Pulsed Plasma Drilling Technology
Abstract:
Current drilling methods may only achieve relatively low penetration rates in hard formations found in deep wellbores. The relatively high wear rates of drill bits used in such applications can cause the overall economy of deep drilling to be non-feasible. Therefore, a step change is necessary for such formations. This paper presents update in development of the pulsed plasma drilling technology which allows controlled thermo-mechanical rock breakage efficient mainly for hard rock formations.
Pulsed plasma drilling technology does not melt rock but uses very short high energy pulses with high frequency which suddenly increase rock surface temperature and, thus, disintegrate its surface. Since the process is very swift, there is not enough time for creation of melt, which is viscous, difficult to remove and may act as a prevention for further penetration. Based on extensive experimental work done on 23 rock types we identified working windows for all of them. Based on this work, there is an “overlap window” where keeping the same parameters should enable drilling through any rock type.
The development team performed 1500+ various tests of pulsed plasma technology. During these tests we focused on qualitative parameters like efficiency of the process, sustainability of the process, etc. Quantitative parameters were not decisive when trying to make the process work in various operational cases. In total, we’ve run hundreds of testing hours of the technology. Now the team focus on quantitative parameters with the milestone of deepening the existing geothermal wellbores of other entities in 2023 to demonstrate the PLASMABIT technology at great depths. The system of this technology is composed of three main parts:
- PLASMABIT tool (Bottom Hole Assembly - BHA)
- Transfer line delivering fluid and power into PLASMABIT BHA
- Surface equipment including rig, fluid and waste management, etc.
PLASMABIT BHA which is the major innovation is composed of the following modules which are under development within dedicated development programme:
- Pulse plasma drilling head disintegrating rock
- Fluid and power distribution module
- Control and electronics module
- Logging module
- Two tractoring modules securing movement and anchoring
- Active and passive cooling modules maintaining temperature of BHA
- Transfer line connector
For the commercial application we intend to combine conventionaldrilling technology with plasma in the following way: Conventional technologywould be used for initial hundreds/thousands of feet to overcomesedimentary/soft rock formations where it achieves competitive Rate ofPenetration (ROP). Then, in deeper/hotter/harder formations we intend to apply plasmatechnology where it is much more efficient than conventional technology. Basedon this, we intend to use hybrid rig combining rotary drilling and coiledtubing operations.

Introduction
Energy is the key pillar of modern society. Electricity and heating are required to be sustainable and growing businesses, essential to any scenario. We are now experiencing three crises at once which relates one to each other:
- COVID-19 pandemic affects all sectors of the economy and the entire population
- Oil price drop caused by the pandemic combined with geo-political situation
- The uncertainty caused by the above points resulting in highly nervous and volatile markets
Geothermal energy is an answer to these challenges as the only real 24/7 baseload renewable energy. It is a solution for a local and independent source of electricity, heating, clean water and food production which would prevent or minimize occurrence and impact of similar crisis in the future.
However, one of the major obstacles in enabling utilization of vast geothermal sources are enormous drilling costs for depths beyond 5 km. Mechanical drilling technologies have reached their technological limits during recent decades and now are focusing only on incremental improvements. However, the conventional drilling concept remains the same – mechanical energy delivered through drilling bit which disintegrates the rock. Recent innovations within this field concerns mainly of reducing non-productive time (NPT) and optimization of the technology of drilling (e.g. development of new materials for drilling bits based on synthetic diamonds).
However, these innovations are focused mainly on oil and gas industry where there is no such requirement to reach vertical depths beyond 5km of total vertical depth (TVD). Generally, these innovations do not solve the main problems that cause non-economical drilling of deep boreholes which enable to utilize geothermal energy anywhere. In such cases, significant layers of hard rocks (mainly igneous) are present where rotary drilling achieves ROP in the range of few meters per hour. Therefore, a step change, a brand-new drilling technology is necessary for such formations.
Therefore, the authors of the paper together with their development team work on development of plasma-based technology which designed to be applicable on rock formations relevant to geothermal reservoirs and with the ability to reach depths beyond 5km and/or with higher temperature. The technology does not utilize mechanical impact and weight on bit and its control is based on direct measuring of specific energy for rock destruction, which makes process automation more efficient, able to be finetuned for every change in rock properties, or composition. The solution of the rock disintegration process is based on the use of the pulsed plasma mode, which allows controlled thermo-mechanical rock breakage without melting the formation, which is a complicated process, especially in terms of its removal from the drilled space.
There is a couple of competitive approaches utilizing various similar or completely different rock disintegration approaches. The most notable are laser-based approaches (Batarseh et al., 2020), hypersonic drilling (Urselmann et al., 2020), flame heating combined with rotary drilling (Rossi et al., 2017).
The fundamental principles of this development were reported in Kocis et al., 2015. Parallel to the development of plasma-based technology for hard rock drilling, the team was also focusing on deployment of this technology for Plugging of wells and Abandonment operations of hydrocarbon wells (Gajdos et al., 2015) or for other well intervention applications (Kristofic et al., 2016). This application was in the process of onshore field testing but is now currently put on hold, mainly because current situation on O&G market as well as travel restrictions caused by pandemic. Therefore, the team is now totally focusing on development of plasma-based technology for geothermal drilling applications. The last update of this technology in the form of paper from scientific conference was presented in2017 (Kocis et al., 2017). This paper presents achievements and features of the technology which became clear in 2018-2020 period.
Principles and achievements of pulsed plasma technology
The pulsed plasma technology does not melt rock but uses very short high energy pulses with high frequency to suddenly increase rock surface temperature which disintegrate the surface in contact. Since the process is very swift, there is not enough time for creation of a melt, which can be viscous, difficult to remove and may act as a prevention for further penetration. The whole system is composed of three main parts:
- Pulsed plasma Bottom Hole Assembly (BHA)
- Transfer line delivering fluid and power into BHA
- Surface equipment including rig, fluid and waste management, etc.

Components of pulsed-plasma BHA
The BHA itself is composed of the following modules which are under development for dedicated development programme:
- Pulse plasma drilling head for disintegrating rock
- Fluid and power distribution module; to supply power downhole and recover integrated rock at the surface
- Control and electronics module
- Logging module
- Two tractoring modules securing movement and anchoring
- Active and passive cooling modules maintaining temperature of BHA
- Transfer line connector
BHA is designed to effectively survive in high pressure, high temperature (HPHT) conditions mainly due to materials engineering using cutting edge materials into drilling head combined with cooling lines inside the drilling head. Most parts are flooded with fluids keeping hydrostatic pressure balance. Only specific electronics are encased in protective high-pressure chambers to increase their lifespan.
Rock is disintegrated by pulsing plasma into tiny cuttings shown as an example from one of the tests below (scale in cm). Since the tool neither melts nor evaporates rock, the energy requirements are much lower than for other emerging heat-based drilling concepts. The fluid circulation circuit is as usual cuttings are collected by circulating drilling fluid and brought to the surface where these are separated using mud shakers, etc.

Based on extensive experimental work done on 23 rock types, the team has identified working windows (control process) for all of them. Based on this work, there is an “overlap window” whereby by keeping the same parameters should enable drilling through many rock types and therefore it is not necessary to modify parameters during drilling operation when encountering different rock types. Moreover, it is possible to apply AI/ML principles into the process to finetune drilling operation parameters in real time.
The prototypes used in testing so far were using around 200kW. Full scale commercial product is likely to need around 500kW. In case of 10 m/hr (33 ft/hr) it would consume 50 kWh per drilled meter (15 kWh per ft). Operation of PLASMABIT requires also plasma forming medium (around 1 l/min), cooling fluid (around 50 l/min) and drilling fluid (around 3000 l/min). The drilling fluid is circulated during the whole drilling operation and afterwards is filtered/recycled and reused.
BHA´s control system is composed of two parts. The first part is located downhole and controls power and fluid delivery to the drilling head module. The intensity of plasma head operation and optimization is done by shaping produced pulses (electrical parameters, flowrate of plasma-forming medium, etc.). The downhole part communicates with surface part of the control system which will be in the coiled tubing control cabin with computer-human interface.
The BHA utilizes active downhole cooling technology (patent pending), which uses two fluids whose mixing creates an endothermic reaction, decreasing the temperature of the mixture. This cooling module is composed of mixing module and heat exchanger. This invention is applicable not only for plasma drilling but also for other downhole high temperature technologies or applications.
To simulate downhole conditions, the development team utilizes two in-house hyperbaric chambers which are able to simulate hydrostatic pressures 450-900 bar (6,500 – 13,000 psi).
Delivering power and fluids downhole
Transfer line (TL) is an essential component for the deployment as it has different requirements when compared to conventional drill pipes for rotary drilling. Transfer line is required to deliver downhole electric power, plasma forming medium and drilling fluid instead of torque and drilling fluid. Several different concepts on how to solve this challenge were put together, namely:
- A ruggedized umbilical
- An umbilical inside Coiled Tubing (metallic or composite)
- An umbilical with insulated coolant line at the center to be used either in a Coiled tube or as a standalone umbilical.
- Three or more Coiled Tubes with smaller umbilicals inside
- A conventional drill pipe with an external umbilical or flatpack clamped to the side of the pipe.
- Rubber coated metal drillpipe with continuous slots in the rubber, in which cables & tubes are fed as the drillpipe is fed towards the wellbore.
From these, following solutions were chosen for further extensive analysis and if it is feasible to apply any of these solutions for specific conditions:
1. A ruggedized umbilical - Figure 4 shows a cross section of a sample of transfer line intended for field testing of Well Plug and Abandonment application. This version is enhanced by incorporation of optical fibre which enables not only optical communication with PLASMABIT tool preventing issues caused by communication in harsh downhole environment. It enables also distributed measurement using optical fibers along the whole length of the transfer line. This type of transfer line was designed as self-carrying with the design length of 7,000 ft (2.1 km) and was intended for first pilot test.

2) Steel coiled tubing with integrated umbilical – Based on umbilical type of transfer line the development team focused on extension of effective length, and thus, widening the applicability of plasma technology. Therefore, the engineers came with idea of integrating umbilical into coiled tubing. Steel Coiled Tubing is proven technology, which is used downhole for many purposes, but the tools used are relatively simple and require only mud flow to drive them. Therefore, the size of the Coiled Tubing does not need to be large, common sizes are usually 2-7/8” or smaller, some manufacturers make larger tubes but none above 5” OD. The availability of Coiled Tube in larger diameters in long continuous coils are limited, usually 5” tube is available in lengths up to 1500m. Current Coiled Tubing drilling depth record is ~ 5339m with 2-3/8” tube. When compared to umbilical type, the carrying function is moved from umbilical to coiled tube. Integrated umbilical includes pipes for plasma forming medium, conductors for creation of plasma and control & measurement system. Annular space is used for drilling fluid having also cooling/temperature stabilization function. The sample of this TL was ordered at leading global drilling equipment manufacturer and after its field testing, it would mean reaching TRL7 for the area of transfer line. This solution was considered for plasma-based Well Plug and Abandonment for 2-5 km.
3) Composite coiled tubing with integrated umbilical - The abovementioned limitations of steel CT can be overcome by application of composite coiled tubing with improved mechanical properties and lower weight. The development team is in long-term contact with a supplier of proven composite technology bringing pipes for drilling applications which are much lighter than steel CT and could offer a solution for this challenge. The challenges related with this choice is mainly temperature as the glass transition temperature for the PEEK resin used in its manufacture is below 150°C. There are other PEEK resin formulations that are usable at higher temperatures and this is the solution for higher depth and higher temperatures. To sum up, this is a solution for 5 km deep plasma applications and presumably with further development also beyond it.
4) Nonrotating drill pipe with slots for cables & tubes - Drill pipe is a solution which could enable deployment of plasma-based drilling beyond 10 km, however, the conduits and pipes should be, in this case, from outside part of the drill pipe. This solution is currently considered in cooperation with recognized oilfield equipment manufacturer and the major challenge here is Well Pressure control which is currently maintained on the circular cross section of the drill string. Therefore, the transfer line should have probably such cross section. To sum up, this is the solution for ultradeep geothermal wells which needs to be demonstrated to be operationally safe.
It is unlikely that a TL can be manufactured and delivered in one single length for 10km depth. The solution will need to be made up of smaller segments with some means of connection. Conventional steel CT is unlikely to be part of a suitable solution unless the technology and equipment can be scaled up very significantly, the CT and all its associated delivery and operational equipment would need to be custom made. It would be a very large step beyond what has been attempted before. Oil & gas wells of 10km depth are done with rotating drill systems.
The transfer Line for drilling technology shall consist of various elements able to transfer electrical power, fluids for the drilling process and flushing fluid to lift the cuttings to the surface. GA Drilling in cooperation with recognized industrial partners created 8+ concepts, from which the most efficient solution for short term (5-8 km) and long term (10km) were identified. Short term solution (below left) combines coiled tubing with integrated umbilical (below right) with pipes and conduits. Surface equipment
Surface equipment
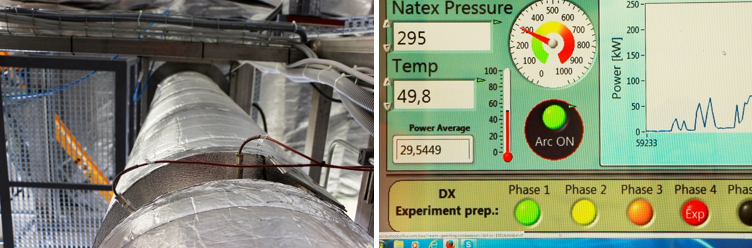
For testing purpose, it was sufficient to operate plasma-based tools only using CT unit. However, the preferred way for commercial projects is to combine conventional drilling technology with plasma in the following way: Conventional technology would be used for initial hundreds/thousands of feet to overcome sedimentary/soft rock formations where it achieves competitive Rate of Penetration (ROP). Then, plasma will be applied in deeper/hotter/harder formations where it is much more efficient than conventional technology. Based on this, a so- called hybrid rig combining rotary drilling and coiled tubing operations will be used. The integrate of various techniques will be carried out to optimize the drill operation and the cost associated with it. Current testing equipment is shown in the figure below.

This custom-made unit was acquired in 2015 and brought with several interesting features for plasma drilling. One of them was optical slip ring with 4 cores, multi-mode, with wavelength 850/1300 and insertion loses 2,7/3,2db/km. For communication it has also Ethernet signal and for power transfer has two 800A/1000VDC and two 400A/1000VDC paths. The swivel joint has 4 paths designed for pressure from 25bar to 350bar. A reel is designed according to the 2.875’’ transfer line with the design length of 4000m. Injector generates compressive strength per unit length of transfer line ≥53.6kg/m. This set-up enables us to demonstrate operation of plasma technology in shallow testing wells what is relevant to Technology Readiness Level 5.
Impact of pulsed plasma technology on drilling sector
The positive impact of the technology on geothermal drilling sector can be demonstrated on several important parameters:
- Higher ROP's - Rotary drill bits achieve an average ROP of around 3m/h in igneous/metamorphic rocks. Air and water hammers can have ROP's of around 10 m/h but have depth and other limitations. Pulsed plasma drilling has the proven capability of drilling through basement formations such as Granite, Quartzite, Gneiss amongst others. The optimization of the core technology allows for effective, fast and continuously adapting destruction of the formation. The higher the compressive strength, the higher the ROP.
- 500 hour run times - As the technology does not require contact with the formation to initiate any drilling progress and does not require rotation, it is inherently less prone to any mechanical wear. This contributes significantly to increasing the time the BHA can remain in the drilling hole. This, the specific design, alongside the material choices enables >500 hours drilling per run and is therefore the design parameter being used. The research team are working towards demonstrating that this is a valid parameter to endorse.
- Continuous circulation while drilling - As it is deployed via a CT based system, there are no connections to be made while drilling, running-in-hole and pulling-out-of-hole. This means that one can continuously circulate the well during any of these processes. This is important as this keeps the well cleaned of cuttings thereby reducing the chances of getting stuck in the well due to pack-off of the cuttings around the conventional BHA.
- Less rig energy consumption - Because it does not require rotation and the high energy required to initiate this over a great distance; the total energy requirement of the drilling system is substantially less than a conventional rig. The Hybrid Rig design is key to this and will be designed to use the best electrical power supply available for a given site and its efficient usage in the system.
- Lower rig running costs - The drilling process with pulsed plasma has already been demonstrated to require less energy than conventional rotary systems. Additionally, it also has the benefit of a complete 'hands-off' technology that can be highly automated, thereby reducing drilling personnel requirements. There is also significantly less wear and tear than experienced by conventional drilling rigs, generating a saving on rig systems and equipment.
- Faster tripping times - As pulsed plasma is going to be deployed via Coiled Tubing the process of pulling-out-of-hole and running-in-hole is smooth and continuous. Conventional, drill pipe-based drilling requires pulling singles or stands of drill pipe. Conventional rigs trip around 350 m/h and pulsed plasma coil would safely trip at around 1,000 m/h - almost 3x as fast. The plasma system also has the ability to circulate throughout the process to ensure good hole quality and the possibility of cooling the well through circulation if needed.
- Substantial noise reduction - Conventional drilling rigs always suffer from noise emissions associated with the top drive during rotation, the whine of the draw-works while running or pulling, clang of stands and singles of tubulars during drilling, tripping and handling on the ground. These noise sources are impossible to remove economically on conventional rigs. Geothermal drilling development will often be close to populated areas in Europe and the noise guidelines for 24-hour operations are becoming ever stricter, rightly so. Efficient and economical drilling operations always require 24/7 operations. The CT based plasma deployment and the Hybrid Rig design will ensure that drilling operations will have no noise generation above ground and any noise generating machinery is fully insulated to ensure noise emissions remain well below 40dB at 300m or the local noise emission laws.
In order to illustrate the expected cost and time savings, a case study thermal heat plant in Otaniemi (Finland) have been analyzed to compare the use of mechanical drilling with pulsed plasma in challenging hard rock formations.
The goal of the Finnish company St1 Deep Heat Ltd. is to build Finland’s first industrial scale heat plant running on geothermal energy with installed capacity of 40 megawatts of thermal energy that will cover 10% of the district heating demand in Otaniemi. The Finnish district heating network is designed with maximum temperature 120 °C and normal maximal operating temperature is around 115°C. The Summertime minimum temperature is 75 °C. This causes the need to drill as far down as 6,400 m in Southern Finland. The challenge of the project is Finland’s hard bedrock and a special drilling technology is needed to get through. If the pilot succeeds the technology can also be taken into use elsewhere in the Nordic countries.
The OTN-III drilling program has been based on the experience of OTN-II monitoring vertical well, reached 3325 m depth in 104 days. The advanced air hammer drilling techniques has been used in OTNIII to reach 4200 m then hydraulic hammer used until 4520 m. The 83 days have been used for this part of the well, which means 2.2 m/h average rate of borehole deepening, including casing and cementing. The steerable mud motor and roller cone drill bits have been used for the directional part of the well, including completion section from 5440 until 6400 m. The total time estimate for OTN-III construction was 288 days, so with day rate of €75,000/day total costs came to €21.6MM. From the information available, there was some downtime during the drilling phases, especially during the directional drilling phase, when the 5297 – 5577 m section was lost and had to sidetracked to bypass the problematic zone.
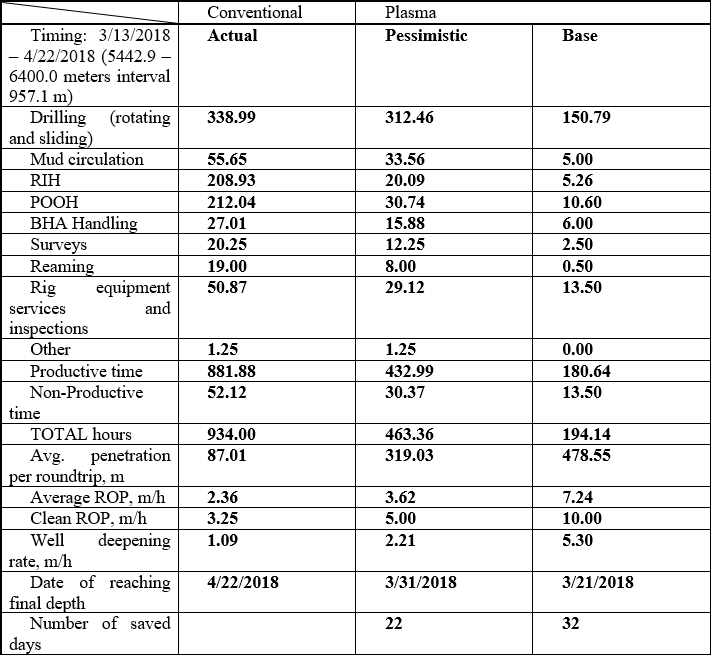
To compare pulsed plasma drilling technology with the conventional directional drilling with mud motor, it was possible to analyze the interval between 5442.9 m and the final depth of 6400 m, which has been later stimulated with hydraulic fracturing. The Table 1 below shows the breakdown of activities during drilling process, using conventional drilling methods. Then two cases have been designed for drilling same interval with the PLASMABIT and compared proportionally to the clean rate of penetration (ROP) and tripping time of the conventional method. The pessimistic scenario has been calculated based on the PLASMABIT clean ROP of 5 m/h with the tripping speed of 600 m/h. The base scenario used the clean ROP of 10 m/h and the tripping speed of 1200 m/h. In the real case of drilling with conventional method, the 11 roundtrips have been performed for the given period. With the use of the plasma bit, in pessimistic scenario, it has been assumed that there were 3 roundtrips and for the base case 2 roundtrips.
The methodology was based on:
TDC = (1000 / WDR) x (SR / 24) = (1000m / 1.09 m/hr) x (€75 000 / 24hr) = €2,867,000 for the 1,000m open hole section
Where: TDC – Total Drilling Cost to drill 1,000 m section (€), WDR – Well Deepening rate (m/h), SR – Spread Rate (€)
If we consider change to plasma, the rate of borehole deepening is increased, so we would save days and costs. This formula was applied to the scenario, when the top 4 km will be drilled and cased in conventional way and the last 2 km directional section will be drilled with plasma technology (see table below). This scenario should be most applicable in this case as the actual borehole deepening rate with conventional technology was at the same level as pessimistic evaluation of plasma drilling – around 2.2 m/h.
WCC = TDC x DD + CC = €2,867,000 x 6 km + €4,400,000 = €21,602,000
Where: WCC - Well construction cost, DD – Drilled depth (6 km), CC – Casing & cementing cost for 4,000m (2,000m open hole)
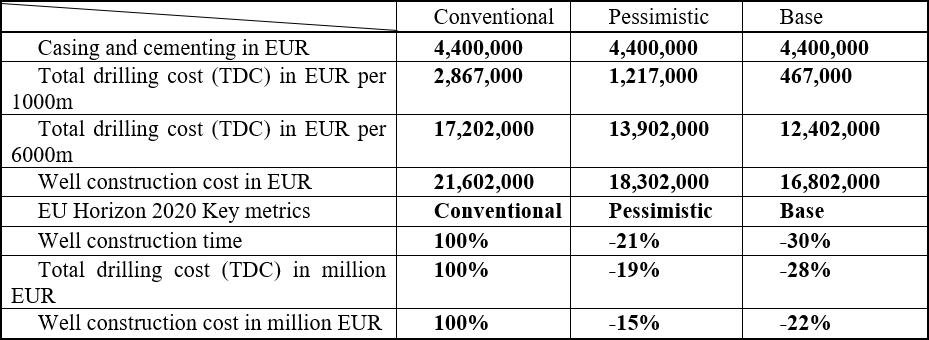
The savings above apply to drilling in hard rock from surface to final depth. The reductions will vary according to the geology and at what depth the basement lies. As demonstrated in the Otaniemi case, pulsed plasma drilling can save 20 – 30% in well construction time and a total cost reduction on well construction 15 – 22%. If this saving is spread across projects at a far larger scale (>100MWe for example), the savings translate into a large increase in the total energy output of the development(s).
Conclusion
Until publication of this paper the development team performed 1500+ various tests of plasma-based technology. During these tests it focused on qualitative parameters like efficiency of the process, sustainability of the process, etc. Quantitative parameters were not decisive when trying to make the process work in various operational cases. In total, the technology was run for hundreds of testing hours. Now the team focus on quantitative parameters with the milestone of deepening the existing geothermal wellbores of other entities in 2023 to demonstrate the plasma technology at great depths and (if circumstances permit) increase the potential power production of the existing geothermal facilities where this is done.
The development team intends to act as a technology provider / drilling tool manufacturer in the value chain and not a project developer. To achieve meaningful climate change contribution of this technology, manufacturing of the tool can be scaled up relatively easily when assuming that one geothermal well would need two BHAs (one as a spare one) and a couple of consumables (parts of drilling head). The major bottleneck in climate change impact of this solution (or any other innovative drilling technique) is not tied to the solution, but instead to the ramp up time of the real projects of geothermal developers because of the relatively long preparation/exploratory/evaluation phase for projects. This phase usually takes 2-3 years until drilling starts, and during such timeframe hundreds of BHAs can be manufactured with a relatively small and inexpensive manufacturing facility serving many geothermal project developers at the same time. The team intend to license technology and help operate it, but it will not be power plant developers. The licensee developers can be any entities with the desire and capability to develop geothermal power plants using the higher temperatures and pressures that the plasma drilling can access at great depths. Recognized project developers, design engineers, and EPC contractors are vital for achieving fast and efficient geothermal power plant construction. The development team is very forward looking to adapt this technology to suit specific requirement and conditions faced by project developers to address climate change mitigation targets.
References
Batarseh, S. I., Alharith, A. M., Assiri, W., Alerigi, D. S. R.: Laser Drilling in Extremely Hard Formation, Offshore Technology Conference Asia, 2-6 November, Kuala Lumpur, Malaysia (2020).
Gajdos, M., Kristofic, T., Jankovic, S., Horvath, G. and Kocis, I.: SPE Offshore Europe Conference and Exhibition, 8-11 September, Aberdeen, Scotland, UK (2015).
Kocis, I., Kristofic, T., Gajdos, M., Horvath, G. and Jankovic, S.: Utilization of Electrical Plasma for Hard Rock Drilling and Casing Milling, SPE/IADC Drilling Conference and Exhibition, 17-19 March, London, England, UK (2015). Kocis, I., Kristofic, T., Gebura, M., Horvath, G., Gajdos, M. and Stofanik, V.: Novel Deep Drilling Technology based on Electric Plasma Developed in Slovakia, 32nd URSI GASS, 19-26 August, Montreal (2017).
Kristofic, T., Kocis, I., Balog, T., Gajdos, M. and Gelfgat, M.: Well Intervention Using Plasma Technologies, SPE Russian Petroleum Technology Conference and Exhibition, 24-26 October, Moscow, Russia (2016).
Rossi, E., Amann, F., Saar, M. O., Kant, M. A., von Rohr, P. R.: The Effects of Flame-Heating on Rock Strength: Towards a New Drilling Technology, 51st U.S. Rock Mechanics/Geomechanics Symposium, 25-28 June, San Francisco, California, USA (2017).
Urselmann, R. P. H., Haringa, H., Russell, M. C., Elshahawi, H.: Benchmarking a Concept — Data-Driven Commercial Valuation of a Hypersonic Impact Drilling Concept, Offshore Technology Conference, 4-7 May, Houston, Texas, USA (2020).



